欢迎光临山东方正机床工具有限公司官方网站
XML
网站地图
RSS
English
中文版
Русский
首页
关于我们
公司简介
企业文化
工厂环境
资质证书
产品中心
精密平口钳
数控工具系列
夹头系列
拉钉
ER 压帽
ER 扳手
锁刀座
自紧式钻夹头
直柄延长杆
新闻资讯
公司新闻
行业资讯
最新资讯
下载中心
成功案例
解决方案
联系我们
当前位置:
首页
>>
产品中心
>>
精密平口钳
产品中心
产品中心
精密平口钳
数控工具系列
夹头系列
拉钉
ER 压帽
ER 扳手
锁刀座
自紧式钻夹头
直柄延长杆
联系我们
座机:0534-4610989
传真:0534-4610939
邮箱:zhengyu10@sdzhengyu.com
地址:山东省平原县桃园工业园区
精密平口钳
<
>
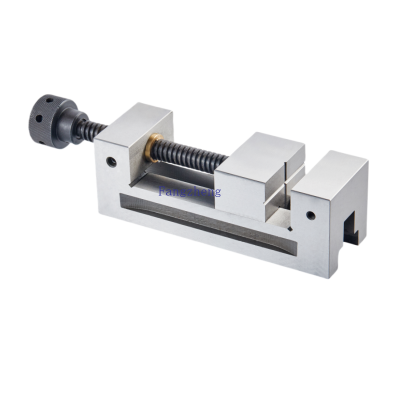
多工位平口钳
详细描述
在线询价
多工位平口钳是一种用于机床(如铣床、钻床、加工中心等)上的夹具,可同时夹持多个工件,显著提高加工效率。以下是关于多工位平口钳的详细介绍: 1. 结构与特点 多工位设计:通常有2工位、3工位、4工位甚至更多,通过并列的钳口实现同时夹持多个工件。 同步夹紧机构:通过联动螺杆或液压/气动系统实现所有钳口同步移动,确保夹紧力均匀分布。 高刚性材料:钳体多为铸铁或合金钢,钳口经热处理硬化,耐磨且抗变形。 可调性:部分型号支持工位间距调整,适应不同尺寸的工件。 2. 主要类型 机械式多工位平口钳: 通过手动旋转螺杆驱动钳口,经济实用,适用于中小批量生产。 液压/气动多工位平口钳: 自动化程度高,夹紧速度快,适合大批量或自动化生产线。 模块化多工位平口钳: 工位数量和布局可定制,灵活应对复杂加工需求。 3. 优势 效率提升:一次装夹多个工件,减少换料时间。 一致性高:同步夹紧保证工件定位精度一致。 节省空间:比单工位平口钳更紧凑,优化机床工作台利用率。 兼容性强:适配标准机床T型槽,安装便捷。 4. 应用场景 批量加工:如法兰、连杆、垫片等小型零件的铣削、钻孔。 精密加工:配合分度头或旋转台实现多面加工。 自动化生产线:与机械手或送料系统集成,实现无人化生产。 5. 选型要点 工位数量:根据工件数量和尺寸选择。 夹紧力:需匹配加工切削力,避免工件松动。 开口尺寸:确保最大工件厚度在钳口行程范围内。 精度等级:高精度加工需选择重复定位精度高的型号(如±0.01mm)。 6. 维护与注意事项 定期润滑:保持螺杆或导轨的顺畅运动。 避免过载:超负荷夹紧可能导致钳体变形。 清洁钳口:防止切屑堆积影响夹持精度
请提交您的基本信息,我们将会尽快与您联系!
标题:
*
联系人:
*
电话:
*
邮箱:
*
内容:
相关产品
DIN6499B 标准ER系列夹头
GT 精密组合平口钳
QGG 平口钳
发邮件
















 发邮件
发邮件